The first choice in every welding project is how the metal parts will join. This affects strength, appearance, durability, and turnaround time. Though beginners typically consider only the welding process, the experienced fabricator understands that joint setup is also essential. Choosing the proper joint is a planning task prior to welding at ShincoFab and other shops. A good design saves time, reduces waste, and avoids weak connections. Knowing the main joints in welding helps you choose the right one for your project.
Butt Joint
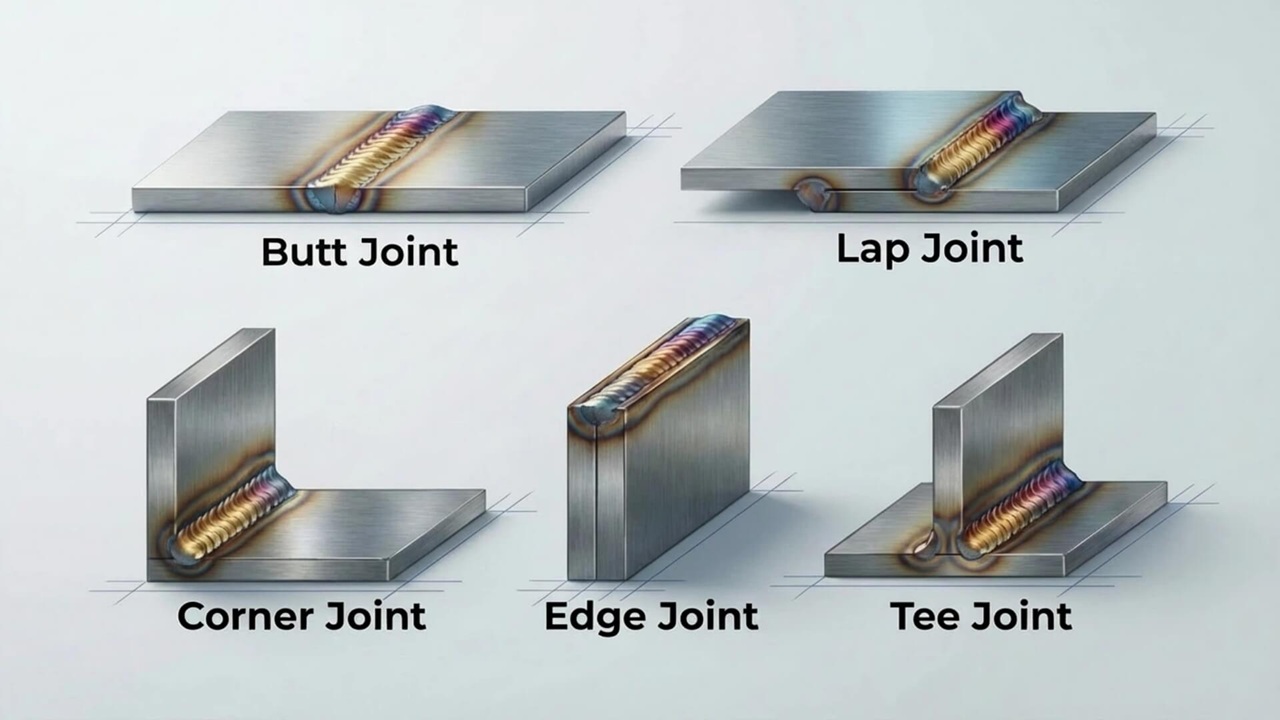
The butt joint is one of the most common weld joints in the welding industry. It is formed by fitting two metal plates together side by side in parallel. The materials are arranged in a neat and straightforward way. Butt joints are frequently employed by fabricators in pipes, structural frames, and steel plates. If properly welded, the finished connection may be almost as strong as the original metal. It also makes for a smoother surface for grinding and finishing after welding. Butt joints do need to be cut in the correct manner, though. Sometimes thicker materials require a bevel on the edges to ensure full penetration of the weld. If not prepared correctly, the weld may not fully penetrate and may remain on the surface.
Tee Joint
A T-joint is a joint that occurs when one metal piece joins a second piece at a right angle to form a T-shaped connection. This type of joint is often used in supports, frames, and brackets. A tee joint's primary benefit is its ability to support weight and pressure. It is very strong in vertical and horizontal loads; thus, it is often used in industrial fabrications. When creating support frames that need to be rigid but not necessarily bulky, tee joints are frequently employed at ShincoFab. Still, this joint can be difficult for beginners because proper penetration inside the corner takes careful heat control.
Corner Joint
Corner joints are created when two metal pieces meet at their edges to form an “L” shape. These joints are commonly found in boxes, cabinets, frames, and storage containers. One reason fabricators like corner joints is their simple setup. The pieces are easy to position, and they usually need less edge preparation than butt joints. They also produce clean outer corners that can be smoothed for a better finish. Welding this joint requires careful heat control; otherwise, it can misalign the metal. Clamping securely is essential too, since the parts might warp or twist as they cool.
Lap Joint
Lap joints are formed by overlapping one metal piece over another. This is one of the easiest welding joints for beginners because the overlapping metal helps reduce burn-through. These joints are often used with thin sheet metal, repair work, and automotive panels. Since the metal layers overlap, there is a lower risk of creating holes during welding. This process is easier for less experienced welders. ShincoFab and others use lap joints for faster spot welding, but moisture between layers can cause rust.
Edge Joint
An edge joint connects two parallel metal edges together. The weld is along the shared edge where pieces meet, mainly used for lightweight parts that don't carry heavy loads. Exhaust systems, thin metal covers, and simple enclosures are common examples. Fabricators choose edge joints because they are fast to assemble and require little preparation. The downside is limited strength. Since the weld is usually near the surface, edge joints cannot withstand high tensile or bending forces. Using them in structural work can lead to failure under stress.
Fillet Weld Connections
Many welding joints rely on fillet welds to create the actual bond between parts. A fillet weld forms a triangular shape that fills inside corners between metal pieces. Fillet welds are commonly used at tee, lap, and corner joints. They are popular because they are easier to perform than deep groove welds. In many fabrication shops, workers use them daily for general steel construction. ShincoFab often applies fillet welds to sheet metal assemblies because they provide reliable strength while maintaining efficient production. The size of the weld must still meet the project's load requirements.
Groove Weld Applications
Butt joints are typically used to join groove welds. A prepared groove is formed between two metal surfaces, and the weld metal is deposited into the area. This procedure provides deeper penetration with stronger bonding, particularly for thick materials. Groove welds are frequently employed in pressure vessels, heavy steel frames, and other structural applications where strength is paramount. It's a matter of preparation here. A groove angle that is too narrow or uneven can cause the weld to not go deep enough into the joint.
Conclusion
The building blocks of any fabricated structure are welding joints. They have different uses, ranging from the strength of a butt joint to the simplicity of a lap joint. When understanding the working of these joints, fabricators can build projects more safely and reliably.